日常施工中鋼結構組裝工程中會遇到哪些質量問題,下面金星為您總結一下。
01
組裝行位偏差
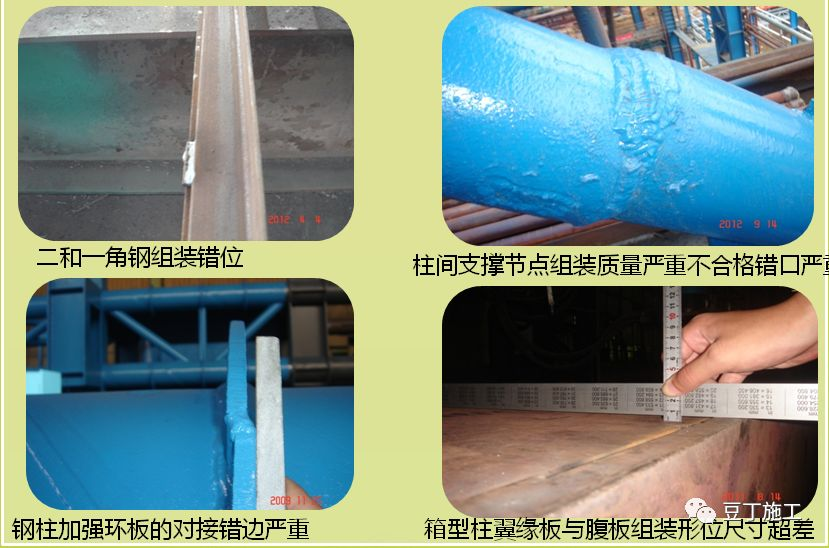
【規范規定】
1、鋼板對口錯邊允許偏差為t/10且不應大于3mm(t為鋼板的厚度)
2、型鋼錯位連接處允許偏差為1 mm;其它處為2 mm。
3、鋼管對口錯邊允許偏差為t/10且不應大于3mm(t為管壁的厚度)
【原因分析】
組裝操作不精細造成
【防治措施】
1、施工前做好技術交底;
2、精心切割、精心組裝;
3、行為尺寸達不到要求的,應拆下來重新組裝。
02
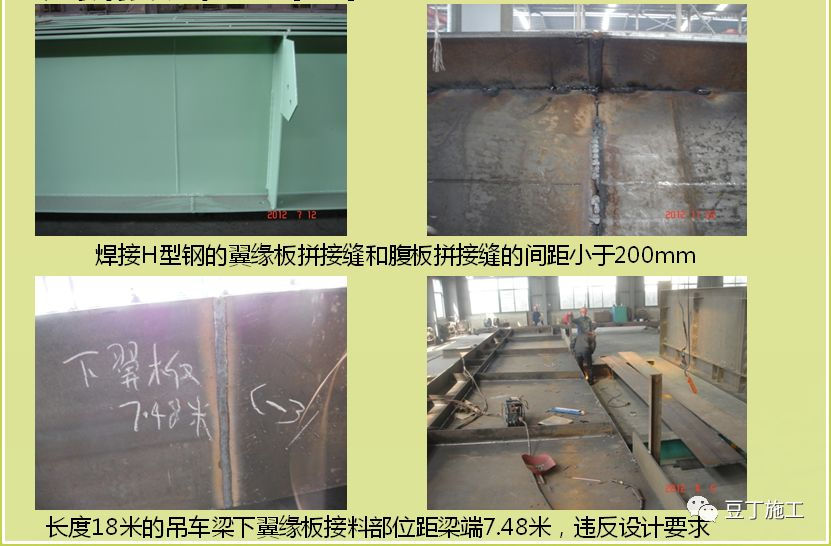
拼接縫位置不當
【規范規定】
1、焊接H型鋼翼緣板拼接縫和腹板拼接縫的間距不應小于200mm。翼緣板只允許長度拼接,拼接長度不應小于2倍板寬。腹板拼接寬度不應小于300mm,長度不應小于600mm。
2、對于吊車梁構件的拼接設計要求除滿足焊接H型鋼拼接要求外,吊車梁上下翼緣板及腹板不得在跨中1/3范圍內接頭,三者的對接焊縫不應設在同一截面,應相互錯開200mm以上,與加勁板也應錯開200mm以上。
【原因分析】
1、拼接位置一般詳圖上不作規定,但作為加工常識,應把翼緣板、腹板各自的拼接縫位置布置的符合規范規定。
2、沒有材料對接排版圖,隨意拼接造成對接位置不符合規范規定。
3、雖有對接排版圖,但在拼接組裝過程中方向位置弄錯,造成對接位置不符合規范規定。
【防治措施】
1、應對焊接H型鋼等構件材料進行排版,避免拼接位置不符合規范要求(特別吊車梁構件的拼接位置還應同時符合設計要求,并且避免加勁板或開孔位置處于拼接縫上)。
2、拼接位置不符合規范規定的,拆下來,更正后重新組裝,已焊完,無法拆下的,只有設計認可才能同意驗收。
03
構件矯正后鋼材表面損傷
【規范規定】
矯正后的鋼材表面,不應有明顯的凹面或損傷,劃痕深度不得大于0.5mm,且不應大于該鋼材厚度負允許偏差的1/2。
【原因分析】
1、構件過重或板材厚度過厚,矯正時一次壓力太大,造成鋼材表面損傷。
2、所矯正的構件重量或厚度超出矯正設備范圍
【防治措施】
1、過重或過厚的構件進行矯正時應采用多次矯正法,一般要求往返幾次正(每次矯正量1~2mm)。
2、構件的的規格應在矯正機的矯正范圍之內,超出矯正設備范圍的構件應采用火焰法進行矯正。
04
吊車梁端部高度尺寸超標
【規范規定】
1、吊車梁端部高度≤2000mm時允許偏差為±2.0mm;
2、端部高度>2000mm時允許偏差為±3mm。
【原因分析】
1、對組裝零部件的檢查工作不重視,初組裝部件尺寸控制措施不嚴;
2、焊接變形收縮造成尺寸偏差超標。
3、計量器具不合格或未能正確使用。
【防治措施】
1、提高員工的質量意識,加強對上道工序的檢查,不合格不進入下道工序。
2、吊車梁腹板的下料切割應考慮焊接收縮因素,因此吊車梁腹板下料切割后應保證其為正公差,不應出現負公差
3、計量器具應檢定合格并正確使用計量器具。
4、對尺寸超標而又不能返工修整的構件,應會同 設計等有關方面協商進行處理。
05
火焰矯正溫度不當及違規
【規范規定】
碳素結構鋼和低合金結構鋼在加熱矯正時,加熱溫度不應超過900℃。低合金結構鋼在加熱矯正后應自然冷卻。
【原因分析】
1、操作人員不掌握加熱火候的方法或加熱溫度的目視判斷
2、操作人員不執行加熱矯正的工藝操作要求。
【防治措施】
1、正確執行熱矯正的溫度控制要求:碳素結構鋼和低合金結構鋼在加熱矯正時,加熱溫度不應超過900℃~1000℃。(《鋼結構制造技術規程》52頁)
2、嚴格執行冷卻要求:低合金鋼嚴禁水冷,加熱矯正后應自然冷卻。
3、加強操作人員對加熱火候和溫度控制的培訓,必要時采購使用測溫儀器。

